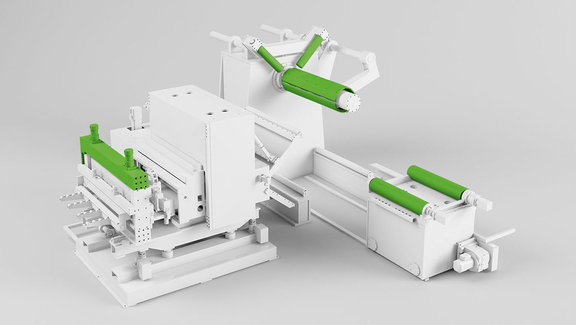
Straightening process
Products ranging from sheet metal plates (over 50mm thick) to sheet metal strips (the thinnest foils) are straightened before further processing. Here, the sheet is subjected to a multiple back-and-forth bending process with decreasing curvature between the rollers. The number of straightening rollers depends on the desired straightening result. The most difficult plates to straighten are those that are uneven in the rolling and transverse directions. For these, it may be necessary to repeat the straightening process several times in order to eliminate the multiaxial stress conditions in the sheet. The best results are obtained on a precision leveller designed with extremely low elongation and equipped with roll deflection. LORENZ levellers are equipped with high bending and elongation stiffness.
![[Translate to English:] LORENZ Richttechnik Technologien Richtvorgang](/fileadmin/_processed_/1/9/csm_LORENZ-Richtvorgang_4d1cf0b8d4.jpg)
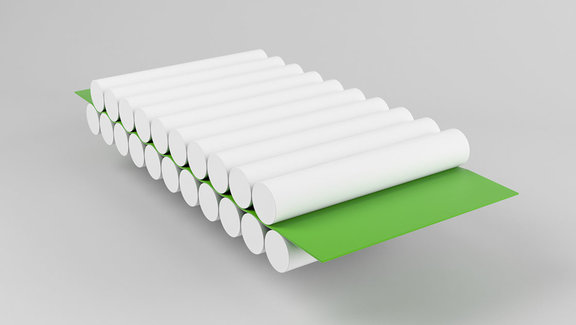
Throughfeed straightening
This sets the material thickness at the outlet of the machine and the infeed material thickness at the inlet. Corresponding values are calculated during comfort control or can be taken from the feed diagram. Here, the material is directed in the direction of passage.
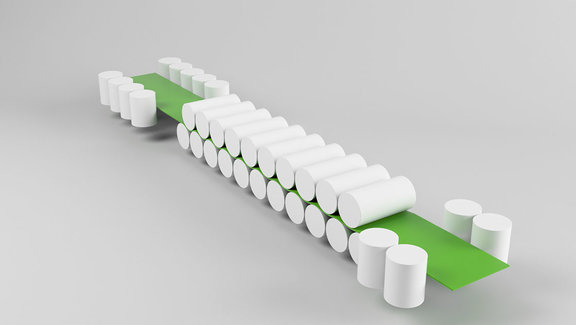
Upright straightening
In this type, the strip is additionally saber-straightened. This effect occurs due to clamping the strip before and after the leveller. The upright straightener located at the outlet is moved from the centre for this purpose. However, the actual edgewise straightening effect occurs in the straightening machine, where the material is in the plastic range.
Roller deflection
This is the most complex type of straightening. Strips that are not the same thickness across the entire width and different lengths therefore have a transverse curvature. A distinction is made here between edge waves and centre buckles. To correct these defects, a straightening machine with roll deflection is required, which allows the individual back-up roller blocks to be fed.

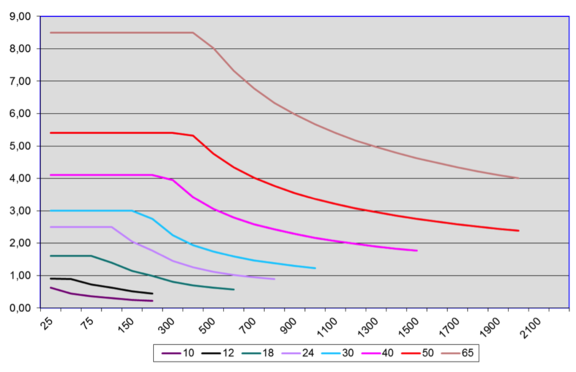
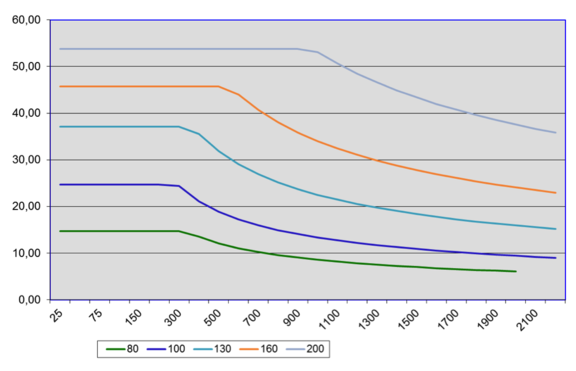
Performance diagram-I
Straightener roller diameter 10–65
Material strength 500N/mm²
Performance diagram-II
Straightener roller diameter 80–200
Material strength 500N/mm²
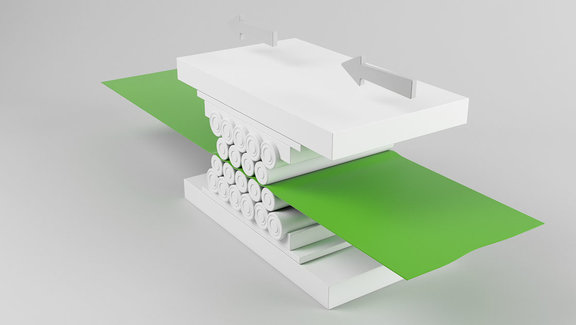
9-roller straightening machines
9-roll levellers are used to straighten out coil curvatures, whereby the coil curvature must always have the same curvature dimension. If this dimension changes and becomes larger, the leveller needs to be readjusted. It is not possible to obtain the same straightening quality from the outer to the inner coil diameter, nor is it possible to reduce existing stresses in the material.
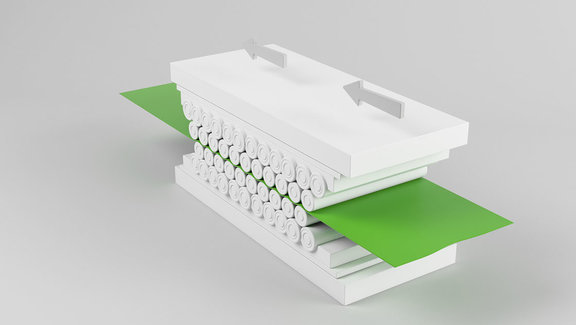
21-roller straightening machines
21-roll precision straighteners are used to straighten the starting material with precision straightness, whereby the size of the coil curvature is irrelevant. The machine even straightens out alternating bends. One advantage of the precision leveller is that stresses in the coil material are relieved, making further processing easier.
Part straightening machines
Part straightening machines are used for the straightening of individual parts.
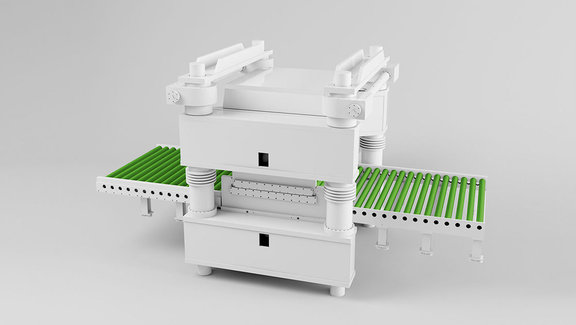
Strip straightening machines
Strip straightening machines are used in complete lines where strips are straightened in a continuous operation.

Bevel gear spreading
This handwheel-operated spreader is manually operated by bevel gears and is used for coil weights up to 360kg.
Articulated lever spreading
This hand-crank-operated spreader is manually/hydraulically operated via articulated levers and is used for coil weights up to 3,000kg.
Sliding wedge spreading
Spreading is carried out hydraulically with an automatic re-tensioning system that can be switched off via sliding wedges, which reduces the spreading force and increases stability by means of a large-area support. Maximum coil weight 3,000kg.
Driven decoiler
Driven decoilers are used for thin and delicate strips, where no tension should be applied to the material.

Horizontal unwinder
Horizontal unwinders are used for thin and narrow strips.
Unwinder reel
Braked unwinders are used for all strips that are unwound from either a straightening machine, a strip puller or a profiling line.
Einfachabwickelhaspel
HM 1500.1
Doppelabwickelhaspel
HH 8000.2
Horizontalhaspel
LH 4000.1 - BA 100/220.2
Kompaktabwickelanlage
Richteinheit
HH 3000.2 - BRM 18/320.19 - BFU
Präzisionsrichtanlage
HH 3000.2 - BRM 30/220.21- BFU 2 - WVE
Endloszufuhranlage
HH 5000.1 - BRM 50/650.21- BSW 4/650 - BÜU 6
Abwickel -/ Vorschubanlage
HH 20000.1 - BRM 50/1020.21 - BÜU 6 - WVE
Vorschubrichtanlage
HH 25000.1 - VRM 65/1620.9 - BSW 3/1620