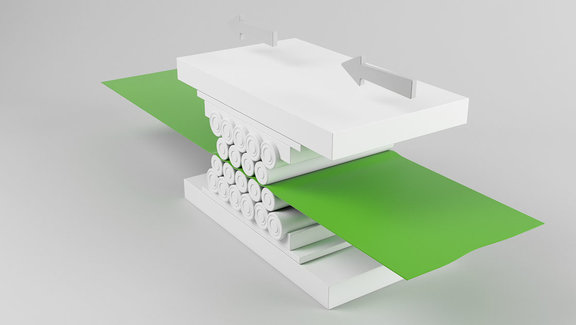
Vengono raddrizzati sia i pannelli di lamiera (più di 50 mm di spessore) che i nastri di lamiera (le lamine più sottili) prima di essere ulteriormente lavorati.
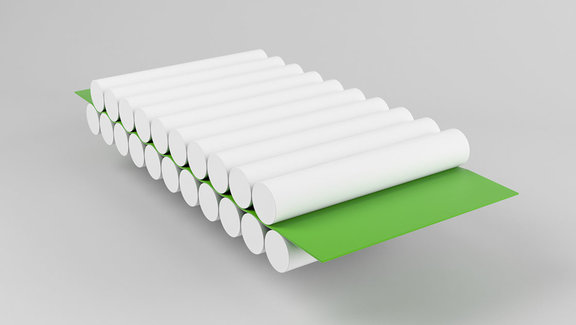
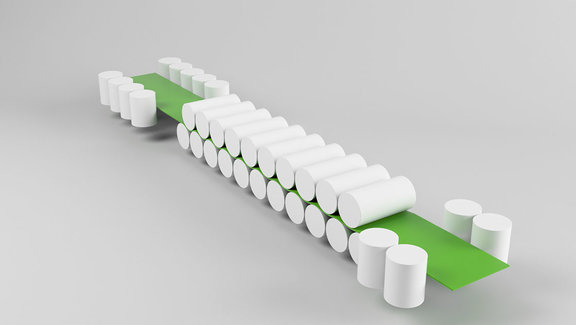
A questo punto, il foglio è sottoposto ad un processo di piegatura multipla avanti e indietro con curvatura decrescente tra i rulli.
Il numero di rulli di raddrizzatura varia a seconda del risultato desiderato.
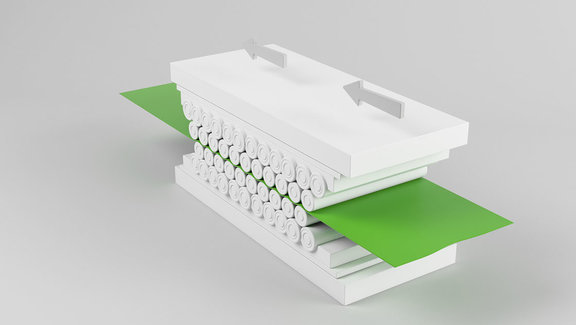
I fogli più difficili da raddrizzare sono quelli che presentano irregolarità nelle direzioni di laminazione e trasversali.
In questo caso, potrebbe essere necessario ripetere il processo di raddrizzatura diverse volte per eliminare le condizioni di stress multiassiale nella lamiera.
I migliori risultati si ottengono con una raddrizzatrice di precisione progettata con un allungamento estremamente basso e dotata di deflessione del rullo.
Le raddrizzatrici LORENZ sono dotate di un'alta rigidità di piegatura e di allungamento.
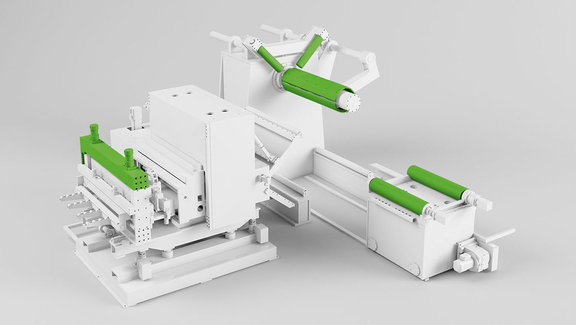
![[Translate to Italian:] LORENZ Richttechnik Technologien Richtvorgang](/fileadmin/_processed_/1/9/csm_LORENZ-Richtvorgang_4d1cf0b8d4.jpg)
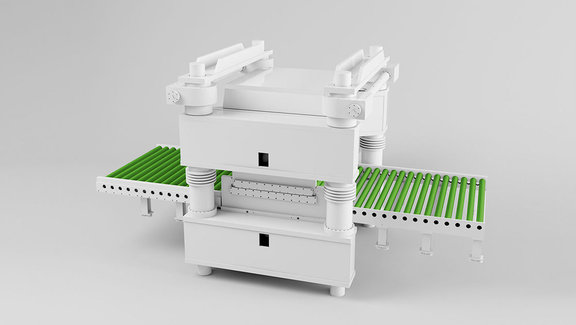
Raddrizzatura continua
Qui, lo spessore del materiale è impostato all'uscita della macchina e lo spessore del materiale – in entrata all'ingresso.
I valori corrispondenti vengono calcolati nel controllo del comfort o possono essere ricavati dal diagramma di alimentazione.
Qui, il materiale è diretto nella direzione del flusso.
Raddrizzatura verticale
Con questo tipo, il nastro è inoltre dritto a sciabola. Questo effetto si verifica bloccando il nastro prima e dopo la raddrizzatrice. A questo scopo, la raddizzatrice di sciabolatura situata all'uscita viene spostato dal centro. Tuttavia, il vero effetto di rettificatura dei bordi si verifica nella macchina raddrizzatrice, dal momento che il materiale lì è nella fascia della plastica.
Deviazione di rollio
Questo è il tipo di raddrizzatura più elaborato. I nastri che non hanno il medesimo spessore su tutta la larghezza e quindi hanno lunghezze diverse presentano una curvatura trasversale del nastro. Viene fatta una distinzione tra increspature ai bordi e increspature al centro. Per rimediare a questi difetti, è necessaria una macchina raddrizzatrice con deflessione del rullo, che permette di inserire i singoli blocchi di rulli di supporto.

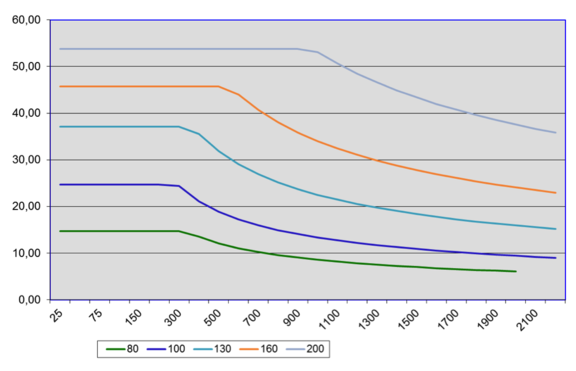
Diagramma di prestazione-I
Diametro del rullo raddrizzatore 10–65
Resistenza del materiale 500 N/mm²
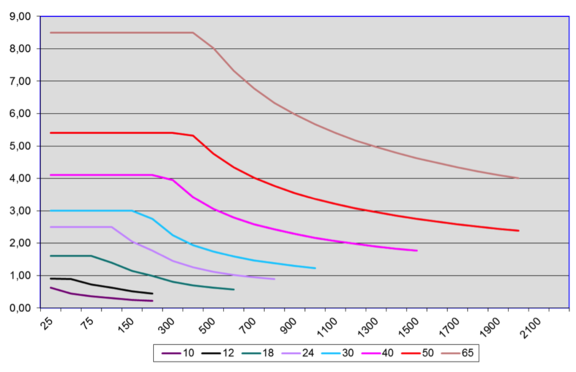
Diagramma di prestazione-II
Diametro del rullo raddrizzatore 80–200
Resistenza del materiale 500 N/mm²
9-Raddrizzatrici a rulli
9-Le raddrizzatrici a rullo sono utilizzate per raddrizzare le curvature delle bobine, per le quali la curvatura della bobina deve avere sempre la stessa dimensione di curvatura. Se questa dimensione cambia e diventa più grande, è necessario reimpostare la raddrizzatrice. Non è possibile ottenere la stessa qualità di raddrizzatura dall'esterno al diametro interno della bobina, né è possibile ridurre le tensioni esistenti nel materiale.
21-Raddrizzatrici a rulli
21-Le macchine raddrizzatrici di precisione sono utilizzate per raddrizzare il materiale di partenza in modo perfettamente dritto, per cui la dimensione della curvatura della bobina è irrilevante. La macchina raddrizza anche le curve alternate. Un vantaggio della raddrizzatrice di precisione è che le tensioni nel materiale della bobina vengono alleggerite, rendendo più facile l'ulteriore lavorazione.
Raddrizzatrici-di pezzi
Le raddrizzatrici di pezzi sono utilizzate per la raddrizzatura di singoli pezzi.
Raddrizzatrici di nastri
Le macchine per la raddrizzatura di nastri sono utilizzate in linee complete dove i nastri vengono raddrizzati durante il funzionamento continuo.

Bloccaggio nastro con ganasce
Il bloccaggio attraverso il volantino è azionato manualmente tramite ingranaggi conici e viene utilizzato fino a un peso massimo di 360 kg della bobina.
Estensione della leva a ginocchiera
L’estensione a manovella è azionato manualmente/idraulicamente tramite leve a ginocchiera e viene utilizzato fino a un peso massimo di 3000 kg della bobina.
Espansione a cuneo scorrevole
L'estensione viene fatta idraulicamente con un sistema di tensionamento automatico che può essere disattivato tramite cunei scorrevoli, che riduce la forza di estensione e aumenta la stabilità per mezzo di un supporto di ampia superficie. Peso massimo della bobina 3000 kg.
Aspo svolgitore motorizzato
Gli aspo svolgitori motorizzati sono utilizzati per i nastri sottili e fragili sui quali non deve essere applicata alcuna tensione sul materiale.

Svolgitore orizzontale
Gli svolgitori orizzontali vengono utilizzati per nastri sottili e stretti.
Aspo svolgitore
Gli s a freno vengono utilizzati per tutti i nastri che vengono sbobinati da una raddrizzatrice, da un trascina nastro o da una profilatrice.
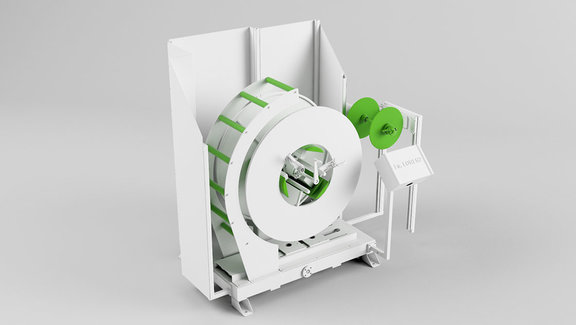
Einfachabwickelhaspel
HM 1500.1
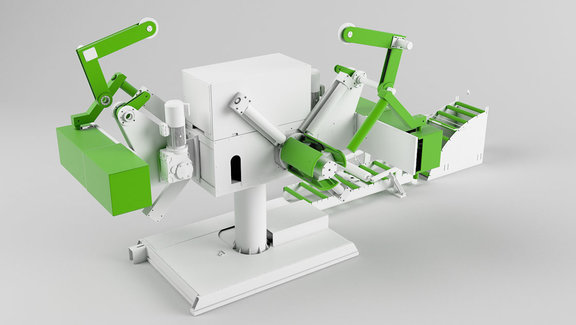
Doppelabwickelhaspel
HH 8000.2
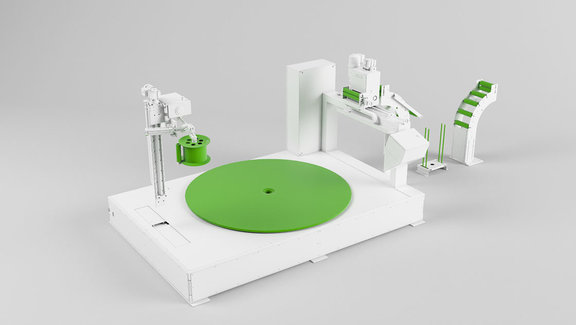
Horizontalhaspel
LH 4000.1 - BA 100/220.2
Kompaktabwickelanlage
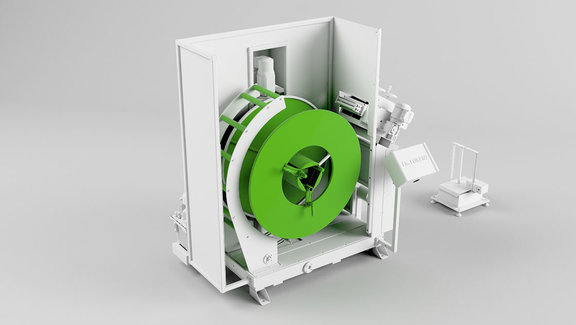
Richteinheit
HH 3000.2 - BRM 18/320.19 - BFU
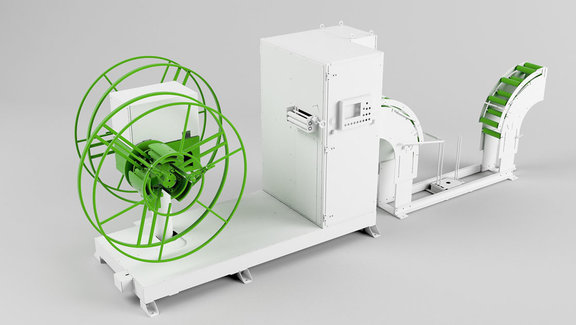
Präzisionsrichtanlage
HH 3000.2 - BRM 30/220.21- BFU 2 - WVE
Endloszufuhranlage
HH 5000.1 - BRM 50/650.21- BSW 4/650 - BÜU 6
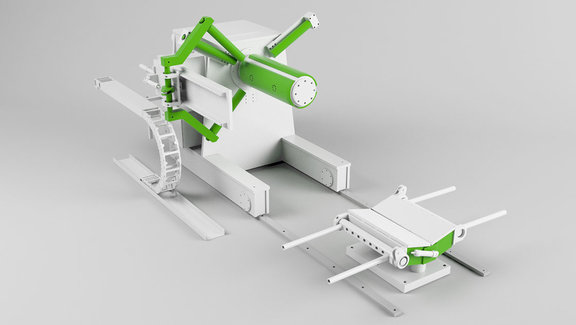
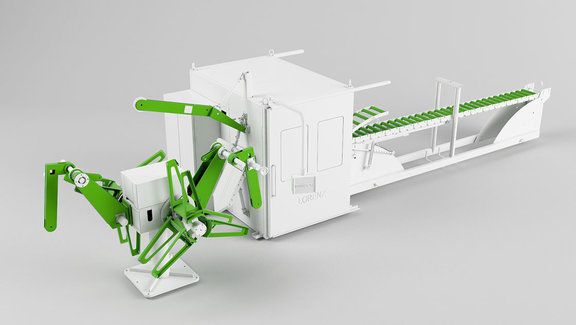
Abwickel -/ Vorschubanlage
HH 20000.1 - BRM 50/1020.21 - BÜU 6 - WVE
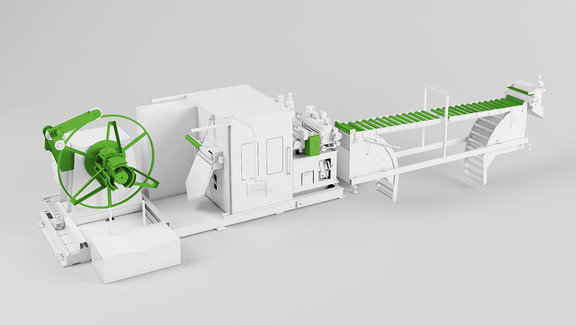
Vorschubrichtanlage
HH 25000.1 - VRM 65/1620.9 - BSW 3/1620