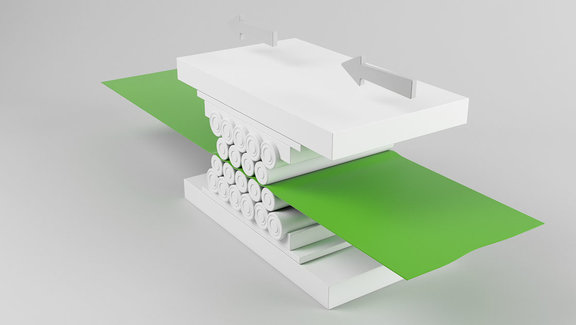
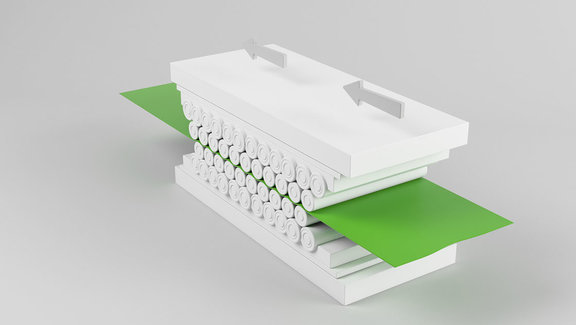
Proceso de enderezamiento
Los paneles de chapa (de más de 50 mm de grosor) hasta los flejes de chapa (láminas más finas) se enderezan antes de su procesamiento posterior. Para ello, se somete la hoja de chapa a un proceso de flexión múltiple de ida y vuelta con disminución de la curvatura entre los rodillos. El número de rodillos de enderezamiento depende del resultado de enderezamiento deseado. Las chapas más difíciles de enderezar son las que presentan desniveles en las direcciones de rodadura y transversal. En este caso, puede ser necesario repetir el proceso de enderezado varias veces para eliminar las tensiones multiaxiales en la chapa. Los mejores resultados se consiguen con una enderezadora de precisión diseñada con un alargamiento extremadamente bajo y dotada de deflexión del rodillo. Las enderezadoras LORENZ están dotadas de una gran rigidez de flexión y elongación.
![[Translate to Spanish:] LORENZ Richttechnik Technologien Richtvorgang](/fileadmin/_processed_/1/9/csm_LORENZ-Richtvorgang_4d1cf0b8d4.jpg)
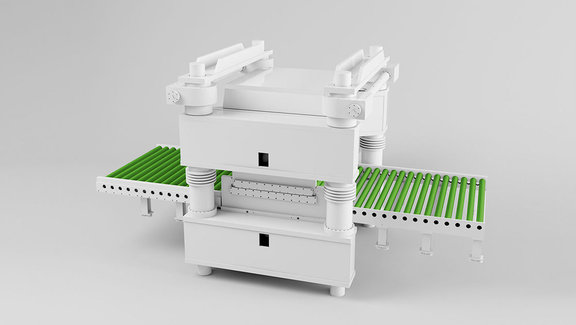
Enderezamiento continuo
Aquí, se ajusta el grosor del material a la salida de la máquina y el grosor del material de entrada a la entrada. Los valores correspondientes se calculan en la unidad de control de confort o pueden obtenerse del diagrama de alimentación. Aquí, el material se dirige en el sentido de transporte.
Enderezamiento vertical
Con este tipo, se elimina la formación de sable lateral. Este efecto se produce mediante la sujeción bajo tensión del fleje antes y después de la enderezadora. Para ello, se mueve del centro el dispositivo enderezador vertical situado en la salida. Sin embargo, el efecto de enderezamiento vertical real se produce en la máquina enderezadora, ya que el material allí se encuentra en el rango plástico.
Deflexión del rodillo
En este caso se trata del tipo de enderezamiento más complejo. Los flejes que no tienen el mismo grosor en toda su anchura y, por tanto, tienen diferentes longitudes, presentan una curvatura transversal del fleje. Aquí podemos distinguir entre las ondulaciones de los bordes y las ondulaciones del centro. A fin de subsanar estos desperfectos, es necesario contar con una máquina enderezadora con deflexión del rodillo que permita introducir los bloques de rodillos de apoyo individuales.

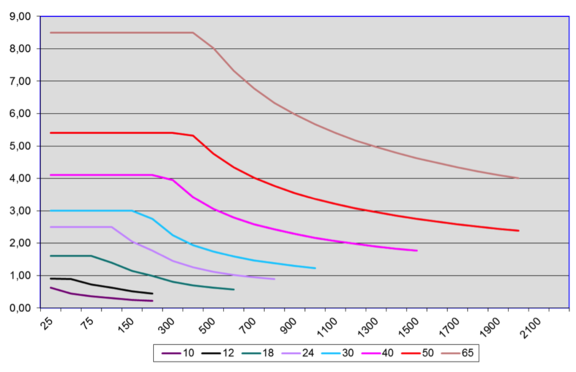
Gráfica de rendimiento I
Enderezadoras; diámetro del rodillo 10–65
Resistencia del material 500 N/mm²
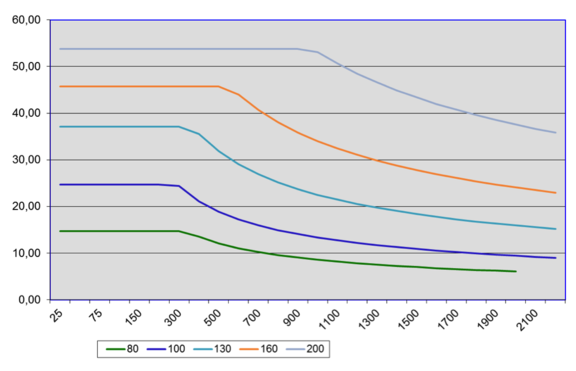
Gráfica de rendimiento II
Enderezadoras; diámetro del rodillo 80–200
Resistencia del material 500 N/mm²
Enderezadoras de 9 rodillos
Las enderezadoras de 9 rodillos se utilizan para enderezar las curvaturas de las bobinas que deben tener siempre la misma dimensión de curvatura. En caso de que esta dimensión cambie y aumente, deberá recalibrarse la enderezadora. No es posible alcanzar la misma calidad de enderezamiento desde el diámetro exterior al interior de la bobina, ni reducir las tensiones existentes en el material.
Enderezadoras de 21 rodillos
Las enderezadoras de precisión de 21 rodillos se utilizan para enderezar el material de partida exactamente recto, por lo que es irrelevante el tamaño de la curvatura de la bobina. La máquina incluso endereza las curvaturas cambiantes. Una de las ventajas de la enderezadora de precisión es que se alivian las tensiones del material de la bobina, lo que facilita el procesamiento posterior.
Enderezadoras de piezas
La enderezadoras de piezas se utilizan para enderezar piezas individuales.
Enderezadoras de bandas
Las enderezadoras de bandas se utilizan en líneas completas en las que los flejes se enderezan en marcha continua.

Estiramiento por engranaje cónico
El estirado accionado manualmente por una rueda tiene lugar a través de engranajes cónicos y se utiliza hasta un peso máximo de bobina de 360 kg.
Estiramiento por palanca articulada
El estiramiento accionado por medio de la manivela tiene lugar de forma manual/hidráulica a través de palancas articuladas y se utiliza hasta un peso máximo de bobina de 3.000 kg.
Estiramiento por cuña corrediza
El estiramiento se realiza de forma hidráulica con un sistema de tensado automático desconectable mediante cuñas corredizas, que reduce la fuerza de estiramiento y aumenta la estabilidad mediante un soporte de gran superficie. Peso máximo de la bobina 3.000 kg.
Desbobinador accionado
Los desbobinadores accionados se utilizan para flejes finos y delicados en los que no se debe aplicar tensión al material.

Desbobinador horizontal
Las desbobinadoras horizontales se utilizan para flejes finos y estrechos.
Desbobinador
Los desbobinadores con freno se utilizan para todos los flejes que se desenrollan desde una enderezadora, un extractor de flejes o una perfiladora.
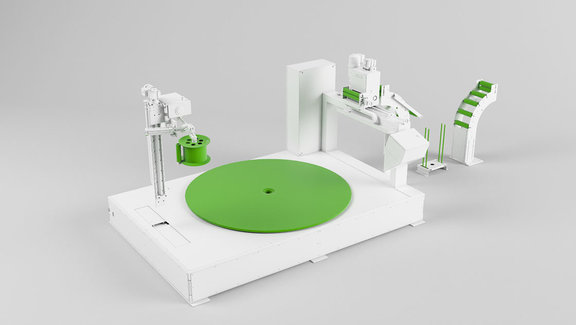
HM 1500.1
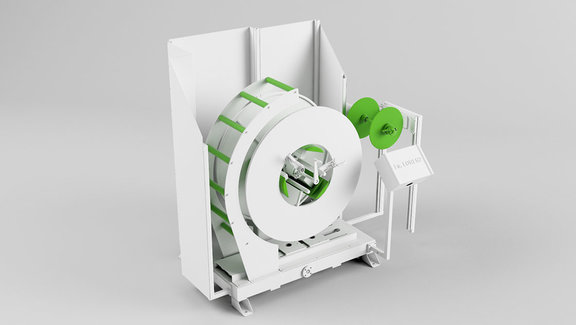
HH 8000.2
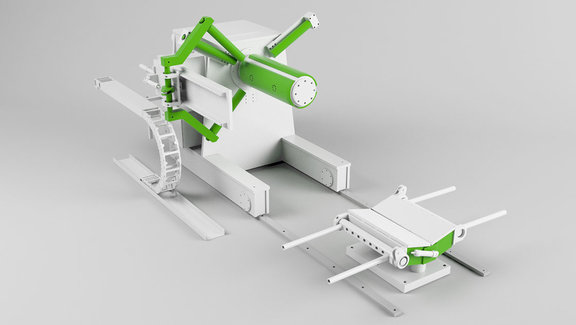
LH 4000.1 - BA 100/220.2
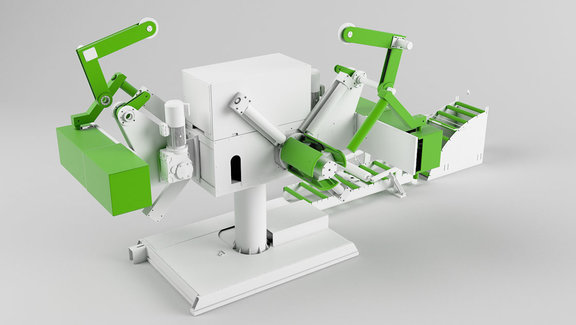
HH 3000.2 - BRM 18/320.19 - BFU
HH 3000.2 - BRM 30/220.21- BFU 2 - WVE
HH 5000.1 - BRM 50/650.21- BSW 4/650 - BÜU 6
HH 20000.1 - BRM 50/1020.21 - BÜU 6 - WVE
HH 25000.1 - VRM 65/1620.9 - BSW 3/1620